


СВАРКА полимерных
материалов, метод получения неразъемного (сварного) соединения деталей и элементов
конструкции. При С. (в отличие от склеивания) зазор между соединяемыми
пов-стями заполняется материалом свариваемых деталей, иногда с применением расплава
присадочного материала, в результате чего первонач. граница раздела исчезает,
превращаясь в переходный слой с однородной или разнородной хим. структурой.
Прочность связи между свариваемыми слоями обусловливается возникающими в зоне
шва силами межатомного и межмол. взаимодействия.
С. предпочитают др. методам
соединения деталей в тех случаях, когда: соединяемые детали изготовлены из одинаковых
или совместимых материалов; недопустимо присутствие чужеродных по отношению
к соединяемым материалам крепежных элементов или клеевых прослоек; требуется
обеспечить высокую производительность, механизацию и автоматизацию процесса.
Важное преимущество С.-возможность получения монолитной конструкции миним. массы;
недостатки-неразъемность сварных узлов, трудности при соединении разнородных
материалов, низкая прочность при расслаивающих нагрузках.
В зависимости от вида используемой
энергии и способа ее передачи к соединяемым пов-стям методы С. разделяют на
классы, а в зависимости от вида источника энергии, непосредственно используемого
для образования сварного соединения,-на виды:
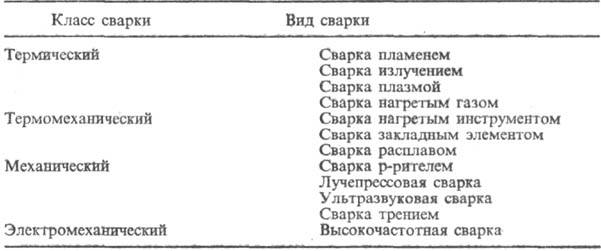
Наиб. применение находит
С. нагретым инструментом и ультразвуком. С. р-рителем используется гл. обр.
для получения оптически прозрачных швов, напр. в случае С. орг. стекол.
Можно выделить след. осн.
стадии физ.-хим. процессов С.: придание полимерному материалу необходимых реологич.
св-в под действием нагрева или р-рителя (активирование свариваемых пов-стей);
формирование бездефектного контакта соединяемых пов-стей вследствие вытеснения
воздушных и др. инородных включений и диффузии макромолекул полимера; взаимод.
соединяемых пов-стей в результате образования физ. и(или) хим. связей или совместной
кристаллизации полимеров; фиксирование структуры полимера в зоне соединяемых
пов-стей вследствие охлаждения расплава, удаления р-рителя или отверждения материала.
С. термопластов проводят
преим. путем нагрева материала в зоне соединяемых пов-стей до вязкотекучего
состояния (диффузно-реологич. сварка, или С. в расплаве). С. неплавких полимерных
материалов на основе отвержденных реак-топластов, вулканизатов, сшитых термопластов,
полицик-лич. полимеров происходит в условиях вынужденной пластичности в результате
прохождения хим. р-ций по месту реакционноспособных групп полимера, иногда с
участием присадочного реагента в зоне контакта пов-стей (хим. сварка). На прохождении
хим. р-ций основана также С. нек-рых ориентированных и(или) кристаллизующихся
термопластов в условиях ограниченной (по объему) пластичности в при-сут. полифункцион.
присадочных реагентов.
Первая технол. операция
при С.-очистка свариваемых пов-стей и(или) мех. обработка с целью удаления состарившихся
или дефектных слоев материала и придание оптимальной формы свариваемым кромкам.
Осн. параметры С.-т-ра нагрева (при термич. и термомех. С.), продолжительность
и давление контакта. Т-ру нагрева варьируют в пределах текучести полимера до
т-ры его интенсивной деструкции. Продолжительность С. и давление контакта зависят
от вязкости материала в указанном интервале т-р.
С. полимерных материалов
применяют в аппаратострое-нии в хим., пищ. и др. отраслях пром-сти, стр-ве трубопроводов,
изготовлении емкостей, пленочной тары и упаковки. В автомобилестроении С. используют
для изготовления топливных баков, бамперов, корпусов аккумуляторов, крышек багажников,
внутр. обивки автомобилей. Изготовляют сварные изделия не только из полуфабрикатов
(профилей, пленок, тканей, труб), но и разл. фасонных деталей.
Лит.: Словарь-справочник
по сварке и склеиванию пластмасс, под ред. Б.Е. Патона, К., 1988; Сварка полимерных
материалов. Справочник, под ред. К. И. Зайцева, Л.Н. Мацюк, М., 1988; Федорова
И. Г., Безменов Ф. В., Высокочастотная сварка пластмасс, 2 изд., Л., 1990. Г.
В. Комаров.