


ДРЕВЕСНЫЕ ПЛИТЫ. Распространены древесноволокнистые, древесностружечные и цементностружечные. Плиты двух первых видов широко используют в произ-ве мебели, тары, а также в стр-ве. Осн. область применения огне- и биостойких цементностружечных плит - малоэтажное домостроение.
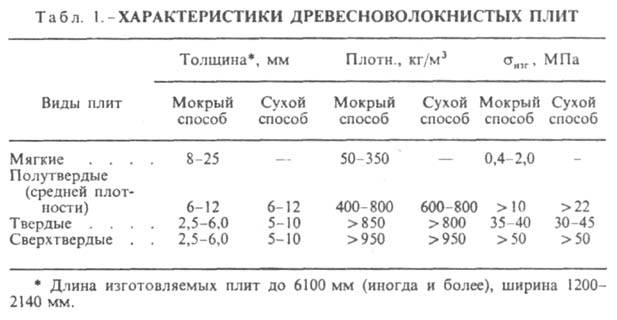
Древесноволокнистые плиты м. б. мягкими, полутвердыми, твердыми и сверхтвердыми (табл. 1). Изготовляют их в осн. мокрым или сухим способом. При получении твердых и полутвердых плит первым способом древесную щепу размалывают на волокна, волокнистую массу разбавляют водой и вводят в нее след. компоненты: связующее - феноло-формальд. смолу или альбуминовый клей (0,3-1,4% сухого связующего от массы сухого волокна; при использовании хорошего хвойного сырья связующее не требуется); гидрофобизирующую добавку, напр., парафин (ок. 1%); Al2(SO4)3 или H2SO4 (до 1%), вызывающие осаждение добавки на волокнах. Из полученной волокнистой массы на сетке отливной машины формируется ковер, к-рый разрезают на полотна; последние прессуют в многоэтажном прессе при 190-220 °С и давлении до 5,5 МПа.
Полученные плиты термообрабатывают в камере при 165°С, в др. камере или на машине увлажняют до равновесной влажности 6-8%, после чего обрезают в соответствии с заданным форматом. Сверхтвердые плиты получают пропиткой прессованного материала талловым маслом, содержащим сиккатив, и послед. термообработкой при 150°С для полимеризации масла. В произ-ве мягких плит (их получают только мокрым способом) прессование и следующие за ним операции исключаются. Вместо этого полотно из древесноволокнистой массы сушат в камере, а затем разрезают. При изготовлении плит сухим способом древесноволокнистую массу с введенными в нее гидрофобизирующей добавкой (до 1%) и феноло-формальд. смолой (2-8% в зависимости от толщины ковра) высушивают и подают в воздушном потоке на сетку вакуум-формирующей машины, где образуется ковер, к-рый разрезают на полотна. Плиты, полученные в многоэтажном прессе при 200-240 °С и 5,5-7 МПа, выдерживают в камере кондиционирования при т-ре до 75 °С и относит. влажности воздуха до 95%, а затем разрезают. Тонкие (2,5-6,0 мм) плиты по сухому способу получают также при непрерывном прессовании в коландровом прессе; связующее - мочевино-формальд. смола. Для древесностружечных плит (табл. 2) используют специально подготовленную стружку. Связующее -обычно мочевино-формальд. смола, реже - феноло-формальдегидная (8,5-15% смолы от массы сухой стружки).
Плиты м. б. одно- и многослойными (чаще всего трехслойными); для наружного слоя применяют более мелкую и высококачеств. стружку. Плиты изготовляют преим. т. наз. плоским прессованием, включающим: сушку и сортировку стружки; ее смешивание со связующим в смесителе; получение ковра на формирующей машине; разрезку и подпрессовку ковра на ленточно-валковом или плитном прессе; прессование плит в одно- или многоэтажном прессе при 160-180°С и давлении до 3 МПа; после пресса - охлаждение плит, их раскрой и, при необходимости, шлифование. При изготовлении цементностружечных плит (см. табл. 2) в качестве вяжущего применяют гл. обр. портландцемент. В стружку перед ее смешиванием с цементом вводят хим. добавки, напр., жидкое стекло с Al2(SO4)3. На произ-во 1 м3 плит расходуется (в кг): сухой стружки 280-300, цемента 770-900, добавок 40-100. Ковер из цементностружечной смеси формируется на металлич. поддонах, к-рые укладывают в пакет. Послед. операции: прессование пакета при 2,5-3 МПа с выдержкой под давлением; выдерживание плит в камере твердения при 60-80 °С; разборка пакета и укладка плит в штабель для их окончат. твердения (14-18 сут при т-ре не ниже 16°С); заключит. термообработка при 70-110 °С до остаточной влажности материала 6-12%; форматная обрезка. За рубежом такие плиты выпускаются под названиями дуризол и дурипанель. На основе древесных частиц и вяжущих материалов изготовляют также а р б о л и т (из щепы и цемента), фибролитовые теплоизоляц. плиты со спец. ленточной стружкой и др. Историч. справка. Произ-во древесноволокнистых плит мокрым способом появилось в сер. 19 в., а в пром. масштабах - в 1926 в США и в 1929 в СССР. Сухой способ начал развиваться в США с 1950, в СССР в 70-е гг. 20 в. Рост произ-ва (в млн. т/год): в 1950 в мире - 4,12, в СССР - 0,04; в 1980 в мире - 16,5, в СССР - 3,0. Изобретение древесностружечных плит относят к кон. 19 в.; пром. произ-во их началось в 1938-41 (Чехословакия, Германия, США). В СССР первая установка пущена в 1956. Рост произ-ва (в млн.т/год): в 1950 в мире - 0,02; в 1980 в мире - 40,3, в СССР - 4,7. Цементностружечные плиты появились в 60-е гг. в США; освоение пром. произ-ва относят к 70-м гг. 20 в., в СССР - к 80-м гг. Лит. Ребрин С. П., Мерсов Е. Д., Евдокимов В. Г., Технология древесно-волокнистых плит, 2 изд., М., 1982; Хасдан С М., Разумовский В Г., Бухаркин В, И., Производство ц применение цементно-стружечных плит. М., 1982; Шварцман Г. М., Щедро Д. А., Производство древесностружечных плит, 4 изд., М., 1987 Е. Д. Мерсов.
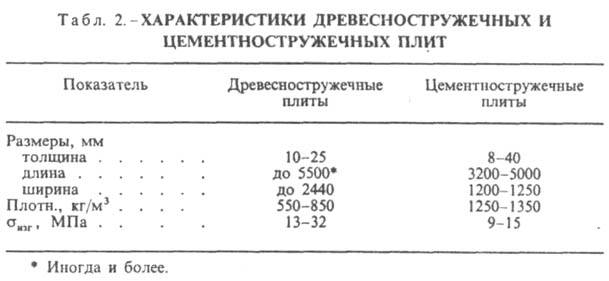
Полученные плиты термообрабатывают в камере при 165°С, в др. камере или на машине увлажняют до равновесной влажности 6-8%, после чего обрезают в соответствии с заданным форматом. Сверхтвердые плиты получают пропиткой прессованного материала талловым маслом, содержащим сиккатив, и послед. термообработкой при 150°С для полимеризации масла. В произ-ве мягких плит (их получают только мокрым способом) прессование и следующие за ним операции исключаются. Вместо этого полотно из древесноволокнистой массы сушат в камере, а затем разрезают. При изготовлении плит сухим способом древесноволокнистую массу с введенными в нее гидрофобизирующей добавкой (до 1%) и феноло-формальд. смолой (2-8% в зависимости от толщины ковра) высушивают и подают в воздушном потоке на сетку вакуум-формирующей машины, где образуется ковер, к-рый разрезают на полотна. Плиты, полученные в многоэтажном прессе при 200-240 °С и 5,5-7 МПа, выдерживают в камере кондиционирования при т-ре до 75 °С и относит. влажности воздуха до 95%, а затем разрезают. Тонкие (2,5-6,0 мм) плиты по сухому способу получают также при непрерывном прессовании в коландровом прессе; связующее - мочевино-формальд. смола. Для древесностружечных плит (табл. 2) используют специально подготовленную стружку. Связующее -обычно мочевино-формальд. смола, реже - феноло-формальдегидная (8,5-15% смолы от массы сухой стружки).
Плиты м. б. одно- и многослойными (чаще всего трехслойными); для наружного слоя применяют более мелкую и высококачеств. стружку. Плиты изготовляют преим. т. наз. плоским прессованием, включающим: сушку и сортировку стружки; ее смешивание со связующим в смесителе; получение ковра на формирующей машине; разрезку и подпрессовку ковра на ленточно-валковом или плитном прессе; прессование плит в одно- или многоэтажном прессе при 160-180°С и давлении до 3 МПа; после пресса - охлаждение плит, их раскрой и, при необходимости, шлифование. При изготовлении цементностружечных плит (см. табл. 2) в качестве вяжущего применяют гл. обр. портландцемент. В стружку перед ее смешиванием с цементом вводят хим. добавки, напр., жидкое стекло с Al2(SO4)3. На произ-во 1 м3 плит расходуется (в кг): сухой стружки 280-300, цемента 770-900, добавок 40-100. Ковер из цементностружечной смеси формируется на металлич. поддонах, к-рые укладывают в пакет. Послед. операции: прессование пакета при 2,5-3 МПа с выдержкой под давлением; выдерживание плит в камере твердения при 60-80 °С; разборка пакета и укладка плит в штабель для их окончат. твердения (14-18 сут при т-ре не ниже 16°С); заключит. термообработка при 70-110 °С до остаточной влажности материала 6-12%; форматная обрезка. За рубежом такие плиты выпускаются под названиями дуризол и дурипанель. На основе древесных частиц и вяжущих материалов изготовляют также а р б о л и т (из щепы и цемента), фибролитовые теплоизоляц. плиты со спец. ленточной стружкой и др. Историч. справка. Произ-во древесноволокнистых плит мокрым способом появилось в сер. 19 в., а в пром. масштабах - в 1926 в США и в 1929 в СССР. Сухой способ начал развиваться в США с 1950, в СССР в 70-е гг. 20 в. Рост произ-ва (в млн. т/год): в 1950 в мире - 4,12, в СССР - 0,04; в 1980 в мире - 16,5, в СССР - 3,0. Изобретение древесностружечных плит относят к кон. 19 в.; пром. произ-во их началось в 1938-41 (Чехословакия, Германия, США). В СССР первая установка пущена в 1956. Рост произ-ва (в млн.т/год): в 1950 в мире - 0,02; в 1980 в мире - 40,3, в СССР - 4,7. Цементностружечные плиты появились в 60-е гг. в США; освоение пром. произ-ва относят к 70-м гг. 20 в., в СССР - к 80-м гг. Лит. Ребрин С. П., Мерсов Е. Д., Евдокимов В. Г., Технология древесно-волокнистых плит, 2 изд., М., 1982; Хасдан С М., Разумовский В Г., Бухаркин В, И., Производство ц применение цементно-стружечных плит. М., 1982; Шварцман Г. М., Щедро Д. А., Производство древесностружечных плит, 4 изд., М., 1987 Е. Д. Мерсов.